
JK54-410-820角驰成型机
JK54-410-820角驰成型机采用自动控制软件,实现生产信息化管理;整个机组自动化控制系统采用高集成的网络,使自动化系统性能 优越;该彩钢瓦设备还具有操作、维护、保养以及机械的调试、模具 换容易等优点。
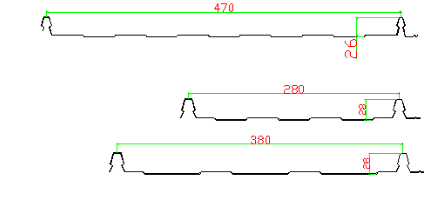
JK54-410-820角驰成型机生产的压型板解决了常规系列压型板的屋面渗漏问题,压型板的连接打破了传统屋面用螺栓连接的惯例,安装方法采用45度锁口咬合安装,使屋面 效果 加完好。
JK54-410-820角驰成型机是 新传统屋面螺钉安装换代产品,该机主要由装料架,装料架支座,进料导入平台,成型主机,成型剪切装置,液压站,电脑控制箱等几部分组成。
JK54-410-820角驰成型机在生产过程中难免会出现这样或者那样的问题, 常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率,所以我们 要懂得如何改正这些错误,经过长时间的 、摸索,我们得出了调整这种问题的方法:如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把彩钢压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从 排到 后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左、右两边调成水平。彩钢瓦设备 排和 后一排找好对称点,然后紧固两边锁母,在中间转轮的正 前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。其实板跑偏的补救方法是需要我们长期生产和试验的,不同的跑偏方向有着不同的补救方法,但是有一点需要注意就是不管是机械的滚轴还是别的零件都需要两边对齐,只有两边对齐才能保持对称,产品生产的形状才会规整。
JK54-410-820角驰成型机主要技术参数
1、安装尺寸:9500mm×1300mm×1400mm
2、成型道数:20道
3、辊轮材质:45#钢
4、辊轮电镀层厚度:0、05mm
5、剪切材质:Cr12
6、成型速度:0-10m/min、
7、电控系统:工业电脑PLC控制
8、变频器:计数准确防带刀功能(选装)
9、主机功率:5、5KW
10、液压站功率:3KW
11、板材厚度:0、2-0、7mm
12、板材展开宽度:1000mm
屋面板墙面板压瓦机系列
琉璃瓦压瓦机系列
C、Z型钢系列
集装箱板机系列
楼承板机系列
汽车箱板机系列
角驰压瓦机系列
夹芯复合板机系列
彩钢压瓦机系列
集装箱角柱系列
除尘专用成型板机系列
阳极板系列
高速护栏板成型设备
卷帘门成型机
剪板机,折弯机系列
屋脊瓦设备
校平机,分条机等辅助设备
 开卷机型号
开卷机型号液压开卷机主要由:机架,主轴,涨缩卷筒,刹车,上料小车,液压泵...
 蓄水池,粮仓成型设备
蓄水池,粮仓成型设备蓄水池成型设备用于蓄水池型板和粮仓型板的加工。...
 仿古建筑常用彩钢板介绍
仿古建筑常用彩钢板介绍765仿古琉璃瓦(铝板)和215长城板(铝板)是仿古建筑中常用的彩钢板瓦型...
 出口·挂板的常见尺寸
出口·挂板的常见尺寸这几种是常见的挂板尺寸。 近几年这种彩钢瓦片成型设备外贸销量增多...
 静电除尘阳极板设备
静电除尘阳极板设备这是静电除尘阳极板的常用版型 静电除尘是一种利用高压电场去除气体...


